低煙無鹵阻燃電纜及護套擠制工藝
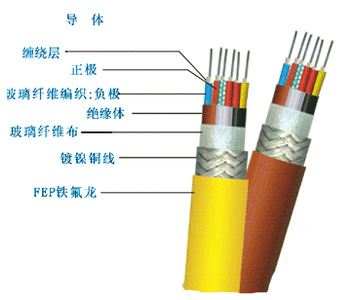
電纜的導體
耐火電纜的導體采用銅導體,導體幾何形狀為圓形,且多根絞合導體應緊壓。圓形緊壓銅導體與扇形異體相比有許多優(yōu)點:繞包云母帶時使云母帶與導體結合緊密,有利于電場均勻分布,增強電纜的電氣絕緣性能,同時可以節(jié)約云母帶的用量,降低成本。
電纜的耐火層
導體外采用兩層或多層云母帶重疊繞包,一般重疊率不小于30%,有時重疊率達50%才能達到耐火試驗要求,以達到耐火試驗為基準。繞包角控制在40-50度。
電纜的絕緣和護套
電纜絕緣根據(jù)阻燃等級的不同允許選用交聯(lián)聚乙烯或無鹵低煙阻燃聚烯烴絕緣材料,由于導體外重疊繞包兩層或多層耐火云母帶,對于異體截面25mm2及以上的電纜其絕緣層厚度允許減薄20%,但以能夠通過耐火電纜試驗為基準。電纜護套選用無鹵低煙阻燃聚烯烴護套材料,其結構尺寸按照相關標準執(zhí)行。
原材料的選擇
原材料質量的優(yōu)劣對電線電纜產(chǎn)品質量與擠出工藝有著直接的影響。因而選擇合適的絕緣料與護套料較為重要。經(jīng)過對比分析,絕緣料選用交聯(lián)聚乙烯(XLPE),而開發(fā)低煙無鹵阻燃電纜最為關鍵的是低煙無鹵聚烯烴護套料的選用。
護套擠制工藝的分析
擠制設備
由于各廠生產(chǎn)的低煙無鹵護套料性能的差異及其所含填料與阻燃劑的種類及份量各異,因而所選用的擠制設備對護套擠出性能及產(chǎn)品質量的影響較大。在試生產(chǎn)中我們選用不同長徑比與壓縮比的單螺桿擠塑機進行護套擠制,經(jīng)試生產(chǎn)證明采用長徑比為25:1,壓縮比為1:25的XJ-65型擠塑機和長徑比為15:1,壓縮比為1:28的XJ-150型擠塑機擠制護套,其塑化效果好,螺桿負荷較小,護套表面質量較優(yōu)。
模具的選配
采用擠塑模具進行擠制,模具的選配可按下式計算:
(1)擠制絕緣時
D1=D+(0.3~0.8) mm
D2=DI+(2.5~3)*t1 mm
D為導線的直徑(mm);D1為模芯的內(nèi)孔徑(mm);D2為模套的內(nèi)孔徑(mm);t1為絕緣標稱厚度(mm)。
(2)擠制護套時
D1'=D'+(1.2~1.5) mm
D2'=D1'+(3~3.5)*t2,
D'為成纜后纜芯的外徑(mm);D1'為模芯的內(nèi)孔徑(mm);D2'為模套的內(nèi)孔徑(mm);t2為護套的標稱厚度(mm)。
擠制工藝參數(shù)
熱塑性低煙無鹵阻燃聚烯烴護套料是以聚烯烴樹脂為基料加入優(yōu)質高效經(jīng)活化處理或含結晶水的無鹵阻燃劑強及其它改性劑經(jīng)高速混合、雙螺桿塑化、造粒而成。
若儲存時間過長容易吸濕受潮,擠出后導致護套斷面有氣孔,表面粗糙,因此在擠制前應進行預熱,本次選用的三種低煙無鹵護套料其中2#料所含阻燃劑較少,易擠出,設備負荷較小;1#、3#料所含阻燃劑較多,擠制時易摩擦生熱,擠制較為困難,設備負荷較大、出膠量也小。我們采用XJ-150型擠塑機擠制護套時,首先將護套料在60+/-5℃時預熱干燥4h,同時為了杜絕混入雜質物料,擠制前用本色PE料清洗機頭、螺桿,避免混入其他材料而造成護套氣孔、脫節(jié)、孔洞及外觀差的現(xiàn)象,然后再加入低煙無鹵阻燃聚烯烴護套料。
擠制工藝分析
同普通PVC、PE電纜護套料相比,由于低煙無鹵阻燃聚烯烴護套料中含有較高的填充料及無鹵阻燃劑,其流動性能較差,塑性降低、熱敏性強、且容易摩擦生熱,在機身內(nèi)滯留之間長易發(fā)生分解,產(chǎn)生大量低分子揮發(fā)物,并析出于護套的表面,導致外觀有焦燒顆粒,護套斷面出現(xiàn)氣孔,因此應選擇長徑比與壓縮比合適的擠塑機,而且應嚴格控制擠制工藝的參數(shù)。
在用1#,2#料擠制YJY-DYWL-ZR(A)-0.6/1 kV 3*25 mm2電纜護套時,在設定的擠出溫度條件下,將主機轉速設為600 r/min,主機電纜為130A,發(fā)現(xiàn)電機發(fā)熱較快,且護套外觀較差,多處出現(xiàn)孔洞及不光滑現(xiàn)場,后經(jīng)調(diào)整工藝,對原材料進行預熱并將主機升速至1200~1350 r/min,主機電流為120A,物料能順利擠出,產(chǎn)品外觀光滑、斷面無氣孔。
由于低煙無鹵阻燃聚烯烴護套料性能與擠出加工特殊性,護套擠制時應注意如下幾點:
(1)應選用性能優(yōu)異,擠出性能良好的低煙無鹵阻燃聚烯烴材料,且密度最好控制在1.41+/-0.02g/cm3;
(2)擠制前應在60+/-5℃下預熱4h,去除材料表面吸附的水分,以免造成護套斷面氣孔現(xiàn)場;
(3)適當調(diào)整擠出濾網(wǎng)(2層、40-60目),減少機身壓力,使物料能順暢擠出;選用長徑比、壓縮比適當?shù)臄D塑機也尤為關鍵;
(4)根據(jù)設備負荷,調(diào)整出線速度與螺桿轉速,最好把螺桿轉速調(diào)至額定轉速的90%,主機電流調(diào)至額定電流的80%,使物料在機身的壓力不太高,塑化充分的條件下擠出;
(5)嚴格控制好擠出機各區(qū)段的溫度及螺桿與機身的冷卻,在保證物料充分、均勻的塑化的條件下適當降低擠出溫度,避免因過熱而導致材料中填充助劑、阻燃消煙劑分解出低分子物質,從而產(chǎn)生氣孔及外觀不光滑等現(xiàn)象;
(6)擠出時應盡可能減少護套拉伸,可適當增加護套的擠出厚度,避免因材料拉伸變形過度而造成護套脫節(jié)、孔洞等不良現(xiàn)場;出模后應及時采取分段冷卻,以避免護套內(nèi)應力的產(chǎn)生。
新材料、新技術的發(fā)展以及市場對線纜產(chǎn)品的安全性、環(huán)保性的需求,無疑推動了一舟線纜行業(yè)加工技術與新材料應用的革命。雖然低煙無鹵阻燃聚烯烴材料與普通PVC、PE材料相比,其擠出溫度范圍窄、設備負荷高,而且螺桿轉速低、出膠量小,擠制較為困難,但它具有低煙、低毒、阻燃等優(yōu)異性能,只要在擠制中注意選擇合適的模具與擠塑設備,掌握材料性能與擠出特點,是完全可以克服不利因素,穩(wěn)定提升產(chǎn)品質量的。低煙無鹵阻燃聚烯烴電纜具有廣闊的市場前景,并且能為企業(yè)帶來良好的經(jīng)濟效益與社會效益。


資訊推薦
- 十四五浪潮下如何構建城市數(shù)據(jù)中心網(wǎng)絡?
- 數(shù)據(jù)中心火災頻發(fā)的深度反思—有感于對OVH火災事后報道的思考
- 鋰電系統(tǒng)"上位"—數(shù)據(jù)中心更高效率運營
- 一體化大數(shù)據(jù)中心,需“超融合”數(shù)據(jù)中心網(wǎng)絡構筑集約、規(guī)模、綠色“數(shù)網(wǎng)”
- 中新天津生態(tài)城籌建北方大數(shù)據(jù)交易中心
- 打好數(shù)字經(jīng)濟“底座”,大數(shù)據(jù)中心為何很重要?
- 中國移動哈爾濱數(shù)據(jù)中心二期今年10月投入運營
- 廣西:力爭成為大數(shù)據(jù)中心國家樞紐節(jié)點
- 三維可視化數(shù)據(jù)中心機房監(jiān)控管理系統(tǒng)
- 被快充帶火的GaN或大規(guī)模應用于數(shù)據(jù)中心、電動汽車